 電子工作専科
電子工作専科
CNC - 配線
(2017.1.18 作成)
このページでは格安中華CNCの配線について紹介したいと思います。なおここで紹介している内容はブログで記載している内容と重複している部分が多いです。興味があればそちらも見てみてください。CNCソフトについて、電気系の接続(上)、電気系の接続(中)
結線
まずは配線の全体について紹介します。下の写真をクリックすると拡大します。取りあえずこの通りつなげば動きはすると思います。
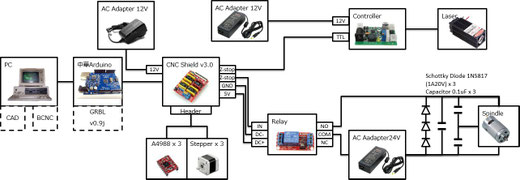
以下にいくつかの部品について取り上げて少し詳しく紹介したいと思います。
Arduino

購入したキットの中には写真の中華Arduino UNOが同梱されていました。このArduinoをPCへ接続するため、通信チップ(CH304)のドライバをPCへインストールする必要があります。検索するとドライバはすぐに見つかると思います。
このArduinoの中にはgrblというPCからの制御命令をうけて実際のモーター類を動かしたりするファームウェアが書かれているのですが、管理人の場合古いバージョン(v0.9g)が書き込まれていました。レーザーで絵を描くためにはv1.1以上が望ましいので、ここを参考に最新版に更新した方が良いと思います。Arduino IDEで普通にファーム転送するだけなので非常に簡単に更新できます。
ステッピングモータ / モータドライバ
まずステッピングモータに刻印されている番号からメーカーを探り当てます。管理人の場合JINSANSHI MOTORの42HS40-1704でした。ここから定格電流1.7Aであることが分かります。CNCとしてステージのトルクはなるべく大きい方が良いので1.7Aが流れるようにモータドライバを調整します。
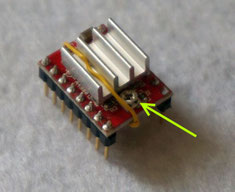
電流の調整はモータードライバA4988のトリマ(矢印の部品)を回して調整します。トリマの電圧の2.5倍の電流が流れるので1.7/2.5=0.68Vを狙います。
このA4988は1Aまではヒートシンクなしで大丈夫らしいのですが、今回1.7Aなので熱伝導シートを介してヒートシンクを取り付けます。
CNCシールド
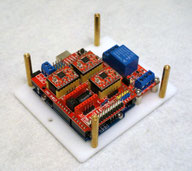
CNCシールドをArduino UNOの上に接続し、その上にモータドライバA4988を載せます。
CNCシールドの最新版はV3.51ですが、中華圏で安く売られたということでガーバーデータがV3.01以降非開示になっています。このため購入した安価なCNCではV3.01相当が同梱されていました。
V3.01とV3.51の違いですがgrblがv0.9にバージョンアップされた際、Spindle Enable(D11ピン)とZ-Stop (D12ピン)が入れ替えられたのですが、これに対応していないぐらいです。このため実使用上は問題がありません。Z-StopピンにSplndleやLaserをつけるようにしてください。
またA4988の下にマイクロステップの設定ジャンパがありますが、管理人は1/16ステップにしています。
リレー
上の写真でCNCシールドの横についているものです。H/Lを選択するジャンパーがあるのですが、今回Splindle EnピンがHighになったときにスピンドルが回ってほしいのでH側に設置します。
また出力側はNO(Normally Open)とNC(Normally Close)の2種類がありますが、無信号時は止まっていてほしいのでNOピンにスピンドルを接続します。
スピンドル

スピンドルは停止時に逆起電力が発生するため、それを逃がすためにダイオードを設置します。右の写真では耐圧の低いダイオードを使用しているため、3個直列に設置しています。
またスピンドルはノイズの発生源になりやすいので、モータの各電極と筐体間/モータの電極間にコンデンサーを設置します。この場合も逆起電力の影響を考慮して無極性のコンデンサーを使用するようにします。容量は管理人の場合すべて0.1uFを使用しましたが、特に根拠はありません。
また接続方法ですがモータの写真矢印のところに赤いマーキングがありますので、こちらが+側になるように接続します。写真の配線は逆ですね。。。
以上が主な部材の注意点かと思います。ここに書ききれていないこまごまとした注意点もあったかと思いますが、そこは中華製のキット購入と思い楽しんでください。
